
Risoluzione dei problemi dei PLC: 10 guasti comuni e come risolverli
I PLC sono progettati per essere affidabili. Quando uno di essi si guasta, l'impatto sulla produzione è immediato e costoso. Tuttavia, la maggior parte dei guasti dei PLC deriva da una manciata di cause ricorrenti, la maggior parte delle quali un tecnico qualificato può diagnosticare e risolvere senza sostituire il controllore.
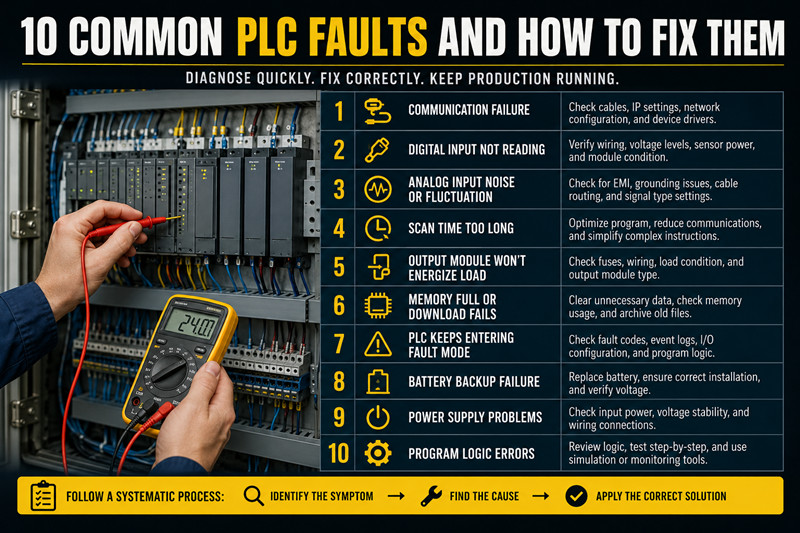
Questa guida illustra i dieci problemi più comuni riscontrati nei PLC in ambito industriale, fornendo soluzioni pratiche che è possibile applicare fin da subito.
Sintomi: il PLC smette di rispondere all'HMI, il computer di programmazione non riesce a connettersi a Internet, i dispositivi di rete scompaiono dal bus.
Cause comuni:
· Cavo Ethernet allentato o danneggiato
· Configurazione dell'indirizzo IP errata
· Disallineamento duplex sugli switch di rete
· Guasto del driver sulla porta PLC
Procedure di risoluzione dei problemi:
1. Verificare i collegamenti fisici dei cavi sia sul PLC che sull'interruttore.
2. Verificare che l'indirizzo IP corrisponda alla configurazione del progetto (test ping).
3. Assicurarsi che le impostazioni della porta dello switch di rete corrispondano a quelle del PLC (negoziazione automatica o velocità fissa).
4. Riavviare il PLC e commutare
5. Se si utilizza la porta seriale RS-232/RS-485, verificare le impostazioni di velocità di trasmissione e parità.
Sintomi: Il LED di ingresso sul modulo è spento quando il sensore è attivo, oppure l'ingresso rimane permanentemente acceso.
Cause comuni:
· Livello di tensione errato (24 V CC contro 110 V CA confusi)
· Modulo di input non funzionante
· Errore di cablaggio o terminale allentato
· Problema di alimentazione del sensore
Procedure di risoluzione dei problemi:
6. Misurare la tensione effettiva al terminale di ingresso con un multimetro.
7. Verificare che il sensore sia alimentato (controllare gli indicatori LED sui sensori di prossimità).
8. Sostituire il modulo di input con un modulo funzionante per escludere un guasto hardware.
9. Verificare che il tipo di sensore (PNP o NPN per sensori CC) corrisponda alla configurazione del modulo.
Sintomi: Il valore di ingresso analogico salta in modo irregolare, mostra valori negativi irrealistici o varia nel tempo.
Cause comuni:
· Interferenze elettromagnetiche (EMI) provenienti da inverter o motori nelle vicinanze
· Problemi del circuito di massa
· I cavi di segnale corrono paralleli ai cavi di alimentazione.
· Problema di alimentazione del loop 4-20mA
Procedure di risoluzione dei problemi:
10. Separare i cavi di segnale dai cavi di alimentazione di almeno 15 cm (6 pollici).
11. Utilizzare cavi a doppino intrecciato schermati per segnali analogici
12. Verificare che l'alimentazione a 24 V CC del trasmettitore sia stabile.
13. Verificare che il tipo di segnale del modulo analogico (0-10 V, 4-20 mA) corrisponda al sensore.
14. Aggiungere un valore di filtro nel programma PLC per attenuare il rumore (la maggior parte dei software PLC consente il filtraggio in ingresso).
Sintomi: Gli output si aggiornano con un ritardo evidente, la risposta della macchina appare lenta, i timer sembrano imprecisi.
Cause comuni:
· Il programma è diventato troppo grande senza ottimizzazione
· Traffico di comunicazione eccessivo sulla rete
· Troppe istruzioni costose (cicli PID complessi, trigonometria)
· Filtro di ingresso analogico impostato troppo alto
Procedure di risoluzione dei problemi:
15. La maggior parte dei software PLC include un monitor del tempo di scansione: controllalo prima
16. Spostare le istruzioni di comunicazione al di fuori della scansione principale del programma (utilizzare attività periodiche)
17. Ridurre il numero di messaggi su EtherNet/IP o PROFINET
18. Semplifica o suddividi le subroutine di grandi dimensioni
19. Valuta la possibilità di utilizzare una CPU più veloce se il tempo di scansione supera i 20 ms nelle applicazioni in cui il tempo è un fattore critico.
Sintomi: Il LED di uscita si accende ma il carico non si attiva.
Cause comuni:
· Fusibile bruciato sul modulo di uscita
· Protezione termica attivata da condizioni di sovraccarico
· Errore di cablaggio (linea comune non collegata)
· Uscita del semiconduttore difettosa (per moduli a stato solido)
Procedure di risoluzione dei problemi:
20. Verificare lo stato del fusibile sul modulo (la maggior parte dei moduli ha indicatori di fusibile visibili).
21. Misurare la tensione ai capi del terminale di uscita mentre è acceso
22. Verificare che il carico non sia in circuito aperto (scollegarlo e misurare la resistenza).
23. Per le uscite a relè, ascolta il clic del relè: se non si sente nulla, la bobina è guasta.
24. Verifica che il tipo di uscita (sourcing o sinking) corrisponda al cablaggio del carico.
Sintomi: il download non riesce a causa di un errore di memoria, non è possibile aggiungere nuove istruzioni, l'aggiornamento del firmware viene rifiutato.
Cause comuni:
· Il codice del programma o le tabelle di dati sono cresciuti oltre la capacità della memoria della CPU.
· Registri di tendenza accumulati, dati di ricette o dati storici che consumano memoria
25. File di progetto danneggiato
Procedure di risoluzione dei problemi:
26. Apri il programma nell'ambiente di sviluppo e controlla l'utilizzo della memoria.
27. Cancella dalla CPU i registri delle tendenze, i dati storici e i file di ricette non essenziali.
28. Archivia il progetto corrente e confronta le dimensioni dei file: un file troppo grande indica la presenza di dati recuperabili.
29. Se è necessario aggiornare il firmware, eseguire prima un backup del progetto, quindi aggiornare il firmware e infine riavviare.
30. Come ultima risorsa, ripristina le impostazioni di fabbrica e reinstalla da un backup pulito.
Sintomi: Il controller mostra un indicatore di guasto, il programma si arresta, viene visualizzato un codice di errore sulla CPU o sull'HMI.
Cause comuni:
· Errore nella logica del programma che causa un errore di blocco
· Guasto hardware (CPU, modulo o alimentatore)
· Caduta di tensione dell'alimentazione durante il funzionamento
· Discrepanza di I/O tra programma e hardware effettivo.
Procedure di risoluzione dei problemi:
31. Annota immediatamente il codice di errore: cercalo nella documentazione del produttore.
32. I codici di errore comuni indicano: sovraccarico in uscita (F49 su Allen Bradley), mancata corrispondenza della configurazione I/O (016h su Siemens), timeout del watchdog.
33. Controlla il registro eventi nel software di programmazione per gli eventi precedenti
34. L'errore è memorizzato o non memorizzato? Gli errori non memorizzati spesso indicano un problema di logica del programma piuttosto che un guasto hardware.
35. Se il problema persiste e non se ne individua la causa, ripristinare il backup da un backup funzionante.
Sintomi: il PLC perde il programma in caso di interruzione di corrente, i valori memorizzati vengono ripristinati ai valori predefiniti, si accendono le spie di batteria scarica.
Cause comuni:
· La batteria ha raggiunto la fine del suo ciclo di vita (in genere 2-5 anni).
· Batteria non installata correttamente
· Tensione della batteria scarica a causa dell'elevato carico di ritenzione della memoria
Procedure di risoluzione dei problemi:
36. Sostituire la batteria con una del tipo specificato dal produttore mentre il PLC è alimentato; non lasciare mai che la CPU si spenga con la batteria scarica.
37. Dopo la sostituzione, verificare che le etichette conservate e il programma siano integri.
38. Se i valori continuano a non essere più visibili, la batteria potrebbe essersi guastata durante il periodo di sostituzione: è necessario migliorare la procedura di sostituzione.
39. Considera l'utilizzo闪存 (memoria flash) conservazione come backup primario per le nuove installazioni al posto della batteria
Sintomi: l'inverter funziona ma ignora i comandi di velocità, viene visualizzato un codice di errore sull'inverter, il PLC mostra un errore di timeout di comunicazione.
Cause comuni:
· Indirizzo di rete errato (mancata corrispondenza tra ID nodo o indirizzo IP)
· Impostazioni dei parametri sul controllo di rete di blocco VFD
· Utilizzo di un profilo errato (i variatori di frequenza Allen Bradley richiedono che il parametro 90 sia impostato correttamente per EtherNet/IP)
· Problema al cavo o allo switch sul segmento di rete
Procedure di risoluzione dei problemi:
40. Verificare che l'indirizzo di rete del VFD corrisponda alla configurazione del PLC (controllare in RSLogix o TIA Portal).
41. Verificare che i parametri dell'inverter consentano il controllo di rete (Parametri dell'azionamento → Controllo di rete → Abilitato)
42. Per EtherNet/IP, verificare che i numeri di istanza dell'assemblaggio nella configurazione I/O del PLC corrispondano a quelli del VFD
43. Eseguire un ping al VFD dal computer di programmazione per confermare la connettività di rete.
44. Verificare che la sorgente di controllo del VFD sia impostata su "Rete" anziché su "Tastiera" o "Terminale".
Sintomi: guasti intermittenti, attivazione casuale degli input, comportamento inspiegabile del programma, errori di comunicazione durante l'avvio del motore.
Cause comuni:
· Messa a terra incoerente tra PLC, dispositivi di campo e distribuzione dell'energia.
· Si formano anelli di massa quando i dispositivi condividono più percorsi di massa.
· Nessun filo di massa dedicato per il segnale nei cablaggi
· Il quadro elettrico del PLC non è correttamente collegato a terra all'edificio.
Procedure di risoluzione dei problemi:
45. Misurare la resistenza di terra tra il quadro PLC e la terra dell'edificio: dovrebbe essere inferiore a 1 ohm.
46. Utilizzare alimentatori CC isolati per i dispositivi di campo per interrompere i loop di massa.
47. Assicurarsi che tutti i punti di massa del segnale siano collegati a un unico punto di massa.
48. Installare perline di ferrite sui cavi di comunicazione in prossimità del PLC per sopprimere i disturbi ad alta frequenza.
49. Instradare i cavi di segnale in canaline dedicate, mai insieme ai cavi di alimentazione del motore.
I guasti ai PLC raramente si presentano all'improvviso. La maggior parte dei problemi rientra in poche categorie: problemi di alimentazione, interruzioni di comunicazione, errori di cablaggio e interferenze. Un approccio sistematico, un multimetro e la conoscenza degli strumenti diagnostici specifici della piattaforma consentiranno di risolvere la maggior parte dei problemi senza dover sostituire i componenti.
Documentate ogni guasto, i sintomi osservati e la soluzione adottata. Create una base di conoscenze interna. Questa è la strada più rapida per ridurre il tempo medio di riparazione in tutta la vostra struttura.
D: Devo sempre sostituire un modulo PLC difettoso?
R: Non necessariamente. Molti "guasti" dei moduli sono dovuti a problemi di cablaggio, configurazione o alimentazione. È sempre consigliabile eseguire una diagnosi prima di procedere alla sostituzione. I moduli possono talvolta essere riparati dal produttore o da fornitori di servizi terzi.
D: Con quale frequenza devo eseguire il backup dei programmi PLC?
A: Ogni volta che viene apportata una modifica al programma. Inoltre, eseguire backup di archivio trimestrali e conservarli in una posizione separata. Etichettare i backup con data, versione del programma e ID del computer.
D: Un PLC può essere danneggiato da picchi di tensione?
A: Sì. I diodi soppressori di tensione transitoria (TVS) e una corretta messa a terra rappresentano la prima linea di difesa. Installare protezioni contro le sovratensioni sulle linee di alimentazione e di comunicazione. Un condizionamento regolare dell'alimentazione si ripaga rapidamente negli ambienti industriali.
D: Qual è la durata tipica di un PLC?
A: Con un ambiente e una manutenzione adeguati, i PLC funzionano in genere per 15-20 anni. I moduli CPU e le schede I/O potrebbero richiedere la sostituzione dei singoli componenti a causa dell'invecchiamento dei condensatori elettrolitici.
D: Devo tenere a disposizione dei moduli PLC di ricambio?
R: Per le macchine critiche, sì. Tenete a disposizione almeno una CPU di riserva, un alimentatore di riserva e i moduli I/O principali. Per le applicazioni non critiche, stipulate un contratto di assistenza con il vostro distributore per la sostituzione entro 24-48 ore.
· PLC Allen Bradley — ControlLogix, Logica compatta, MicroLogix
· PLC Siemens — S7-1500, S7-1200
· Moduli I/O PLC — Moduli di ingresso/uscita digitali e analogici
· VFD — Azionamenti a frequenza variabile per il controllo dei motori

Continua a leggere, rimani aggiornato, iscriviti e ti invitiamo a dirci cosa ne pensi.



Inoltre, con il tuo permesso, vogliamo inserire cookie per rendere la tua visita e l'interazione con slOC più personale. Per questo utilizziamo cookie analitici e pubblicitari. Con questi cookie noi e terze parti possiamo tracciare e raccogliere il tuo comportamento su Internet all'interno e all'esterno di super-instrument.com. In questo modo noi e terzi adattiamo super-instrument.com e le pubblicità al tuo interesse. Facendo clic su Accetta accetti questo. Se rifiuti, utilizziamo solo i cookie necessari e purtroppo non riceverai alcun contenuto personalizzato. Ti invitiamo a visitare la nostra Cookie policy per maggiori informazioni o per modificare il tuo consenso in futuro.
Accept and continue Decline cookies












