Come migrare un PLC legacy a un sistema moderno senza interrompere la produzione
Jun 09, 2026
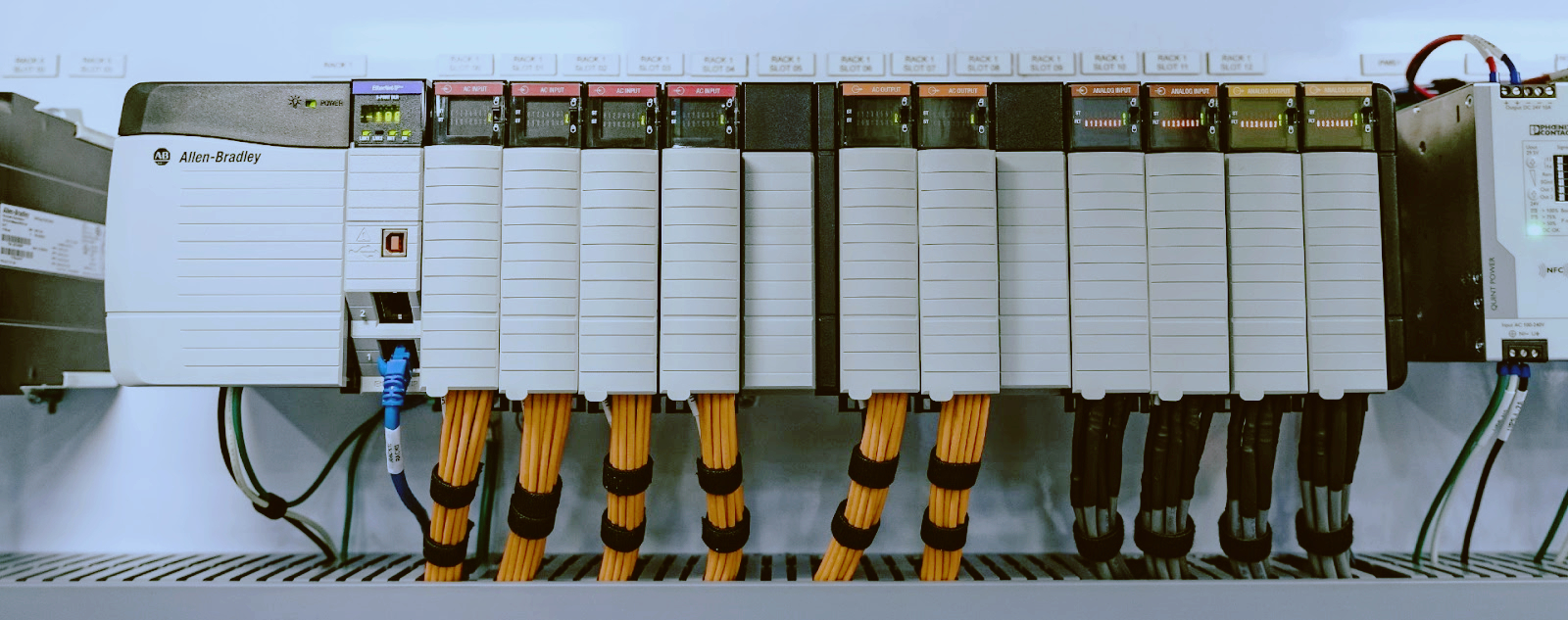
GancioHai ricevuto la chiamata. Il PLC-5 nella baia 3 ha iniziato a presentare guasti intermittenti al processore e i pezzi di ricambio che avevi accumulato nel 2019 sono finiti. Rockwell ha interrotto la produzione della serie di I/O 1771 nel 2018. Il tecnico che ha programmato questa linea è andato in pensione tre anni fa e la documentazione è conservata in un raccoglitore con macchie di caffè su ogni pagina. La direzione vuole che la linea sia operativa entro lunedì.Questo scenario si ripete ogni settimana negli stabilimenti di America, Europa e Medio Oriente. Il parco installato di PLC legacy — PLC-5, SLC-500, S7-300, Modicon 984 — conta milioni di unità. Questi sistemi gestiscono ancora processi critici. Ma il loro tempo è scaduto. Migrarne uno senza interrompere la produzione è il progetto più impegnativo che la maggior parte degli ingegneri dell'automazione si troverà mai ad affrontare.Questa guida illustra l'intero processo di migrazione, dall'audit al passaggio definitivo, con i passaggi specifici necessari per garantire la continuità operativa della linea.Le nozioni di base Perché emigrare?Se il sistema funziona, perché modificarlo? Tre motivi, e peggiorano con il passare del tempo:Innanzitutto, la disponibilità dei componenti. Quando Rockwell ha interrotto la produzione della piattaforma PLC-5, il mercato secondario ha assorbito la domanda, ma entro il 2026 i processori 1785-L80E, pur essendo testati e funzionanti, costavano tra gli 8.000 e i 14.000 dollari su eBay. Si tratta di un prezzo superiore a quello di un controller CompactLogix nuovo di zecca. Le CPU Siemens S7-300 (315-2DP, 317-2DP) sono ancora attivamente scambiate su tztechio.com/siemens, ma i prezzi aumentano ogni trimestre man mano che l'offerta diminuisce.In secondo luogo, la responsabilità in materia di sicurezza informatica. I PLC di vecchia generazione sono precedenti alle moderne tecnologie di sicurezza di rete. Non dispongono di TLS, di controllo degli accessi basato sui ruoli o di aggiornamenti firmware sicuri. Un PLC-5 collegato alla rete dell'impianto tramite un bridge Ethernet non documentato rappresenta un punto critico potenzialmente pericoloso. Nell'ambito del NIS2 nell'UE e di normative simili in fase di sviluppo in Arabia Saudita e negli Emirati Arabi Uniti, gli impianti devono rispettare scadenze di conformità che l'hardware obsoleto non è in grado di soddisfare.In terzo luogo, le difficoltà di integrazione. Il vostro ERP richiede i conteggi di produzione. Il vostro MES richiede i tempi di ciclo. Il vostro CMMS richiede le ore di funzionamento. Ottenere questi dati da un PLC-5 significa utilizzare convertitori Modbus, wrapper OPC e contattare l'assistenza di un integratore di sistemi che fattura a ore. Un controller moderno fornisce questi dati nativamente tramite MQTT o OPC UA.Le tre strategie migratorieSmontare e sostituire: spegnere l'impianto, rimuovere i pannelli e installare tutto nuovo. È la soluzione più rapida dal punto di vista ingegneristico, ma anche la più costosa in termini di perdita di produzione. È fattibile solo se si dispone di un fermo impianto programmato di durata sufficiente ad assorbire i lavori.Passaggio a caldo: far funzionare i vecchi e i nuovi sistemi in parallelo. Collegare i dispositivi di campo a morsettiere accessibili da entrambi i sistemi. Convalidare la logica del nuovo PLC confrontandola con il comportamento del vecchio sistema, quindi commutare un punto I/O alla volta. Nessun tempo di inattività. Richiede un notevole impegno ingegneristico. Questo è l'approccio per i processi continui: impianti chimici, trattamento delle acque, acciaierie, qualsiasi cosa che non possa fermarsi.Migrazione graduale: convertire una sezione del processo alla volta. Una linea di confezionamento con sei macchine viene migrata macchina per macchina. Un impianto di trattamento delle acque reflue migra prima il trattamento primario e poi quello secondario. Minore rischio rispetto alla sostituzione completa, minori costi di progettazione rispetto al passaggio a caldo. Funziona bene quando il processo presenta sottosezioni naturali.La scelta si basa su due fattori: il costo di un'ora di fermo macchina e la possibilità di interrompere fisicamente il processo senza danneggiare attrezzature o prodotti.Il mondo reale Passaggio 1: Controlla tutto prima di ordinare qualsiasi cosaL'errore più costoso nella migrazione dei PLC è ordinare l'hardware basandosi sui disegni originali. Quei disegni erano errati il giorno della messa in servizio e la situazione non ha fatto altro che peggiorare.Percorrete fisicamente il pannello. Fotografate ogni scheda. Annotate i codici dei componenti e le revisioni del firmware. Contate gli slot liberi. Mappate ogni filo dal terminale di campo al terminale del modulo I/O. Si tratta di un lavoro meticoloso e imprescindibile. Un singolo loop 4-20 mA non documentato, collegato a un canale libero di cui nessuno si è accorto, può rovinare il vostro weekend di transizione.Per un tipico rack PLC-5 con 10 schede I/O, prevedete 8-12 ore per la verifica fisica. Utilizzate un tablet con un foglio di calcolo, non carta e penna. Allegare foto a ogni riga. Note come "Terminale TB3 14: sembra un segnale a 24 V, l'etichetta del filo indica PSH-207, la traccia nel disegno P&ID è P-104" saranno preziosessime sei settimane dopo, al momento della messa in servizio.Passaggio 2: mappa la logica, non solo i tag.L'elenco degli input/output è la parte facile. La traduzione logica è dove i progetti vanno a rotoli.I programmi PLC-5 utilizzano l'indirizzamento ottale e tabelle dati fisse. I programmi S7-300 utilizzano l'indirizzamento assoluto con blocchi dati. Nessuno dei due si adatta perfettamente a un moderno sistema basato su tag. Una riga di codice che si legge XIC I:012/03 BST XIO B3:0/5 NXB XIC N7:10/0 BND OTE O:015/07 deve diventare qualcosa che un elettricista addetto alla manutenzione possa ancora comprendere alle 3 del mattino.Il processo di mappatura:· Estraete il programma completo dal processore legacy utilizzando il software di programmazione originale (RSLogix 5, SIMATIC STEP 7, Modsoft). Per la maggior parte di questi software è necessaria una macchina virtuale con Windows XP.· Stampa il programma in formato PDF. Sì, su carta, o almeno in un PDF ricercabile. Lo consulterai centinaia di volte.· Identifica tutte le tabelle dati e il loro scopo. Cosa rappresentano le tabelle da N7:0 a N7:50? Quali sono i bit di allarme? Quali sono i parametri della ricetta? Quali sono i calcoli intermedi?· Crea un foglio di calcolo di riferimento incrociato: vecchio indirizzo → nuovo nome del tag → nuovo tipo di dati → eventuali conversioni necessarie. Pianifica le convenzioni di denominazione dei tag in modo che il tuo team di manutenzione possa gestirle.· Traduci la logica riga per riga. Esistono strumenti di traduzione automatica (come il Migration Toolkit di Rockwell e la procedura guidata di migrazione di TIA Portal di Siemens), ma è necessario prevedere almeno il 40% del budget totale per la verifica e la pulizia manuale.Fase 3 — La strategia dell'interfaccia I/OAvete due opzioni per collegare il cablaggio di campo al nuovo sistema:Sostituire tutto: rimuovere il vecchio chassis e le schede I/O, installare il nuovo sistema e collegare tutti i cavi di campo a nuove morsettiere. È la soluzione più pulita e duratura. Richiede che ogni cavo sia etichettato, scollegato e ricollegato correttamente. Calcolare 2-4 ore per scheda I/O per un team di due persone.Utilizza hardware di conversione: gli adattatori di terze parti ti permettono di collegare un controller moderno a rack I/O obsoleti. ProSoft Technology, ad esempio, produce adattatori da EtherNet/IP a RIO che consentono a un CompactLogix di controllare gli I/O 1771 esistenti. Questo ti fa risparmiare settimane di ricablaggio. Il compromesso: mantieni in servizio schede I/O vecchie di 30 anni e, quando una si guasta, devi tornare a cercare sul mercato dell'usato.Nella maggior parte dei progetti, è consigliabile sostituire gli I/O. L'approccio di conversione hardware ha senso quando si hanno centinaia di punti I/O in aree a prova di esplosione, dove il ricablaggio richiede comunque permessi per lavori a caldo, monitoraggio dei gas e un arresto dell'impianto. Ma se il cablaggio di campo è accessibile, conviene sostituirlo.Fase 4 — Interfaccia HMI: riscrivere o mantenere?Le interfacce HMI legacy, come PanelView Standard, OP7/OP17 e le vecchie installazioni Wonderware, raramente sopravvivono indenni a una migrazione. I driver di comunicazione non sono disponibili per il nuovo controller.Se le schermate HMI sono semplici (riepilogo allarmi, andamento, pulsanti di avvio/arresto), riscriverle nell'ambiente HMI nativo della nuova piattaforma richiede dalle 40 alle 80 ore di progettazione. Di solito è la scelta giusta.Se l'HMI è complessa (pannelli frontali proprietari, scripting esteso, schermate validate per applicazioni farmaceutiche/FDA), è consigliabile mantenere l'HMI esistente e utilizzare un gateway di protocollo per collegare il vecchio al nuovo. Kepware o Ignition possono tradurre il protocollo nativo del nuovo controller con quello previsto dal vecchio HMI.Considerazioni regionaliIn Nord America, la maggior parte dei sistemi legacy sono Allen-Bradley. La disponibilità di tecnici in pensione esperti di RSLogix 5 è maggiore che in qualsiasi altra parte del mondo, ma i loro servizi sono commisurati alle loro esigenze. Se vi trovate a Houston, Calgary o Detroit, potete avvalervi di questa competenza. Se invece siete a Dammam o Dubai, dovrete prevedere un supporto da remoto.In Europa e Medio Oriente, i sistemi Siemens S5 e S7-300/400 dominano il mercato. L'S5 è stato dismesso nel 2006, ma è ancora in uso in impianti chimici e centrali elettriche. La migrazione da S5 a S7-1500 o TIA Portal richiede il software STEP 5 originale e i cavi di programmazione PG, la cui produzione è cessata da 15 anni. Assicuratevi di avere a disposizione questi cavi prima di iniziare.Immersioni approfondite Il metodo di validazione parallelaQuesta è la tecnica che distingue le migrazioni di successo da quelle che vengono presentate come casi di studio in *Control Engineering* per i motivi sbagliati.Collegare sia il vecchio che il nuovo PLC agli I/O di campo tramite morsettiere intermedie. Entrambi i sistemi leggono gli ingressi simultaneamente. Entrambi i sistemi eseguono la propria logica. Ma solo il vecchio sistema gestisce le uscite.Ora avvia il processo. Confronta lo stato interno di entrambi i sistemi a ogni scansione. I valori calcolati sono identici? Se un ingresso analogico legge 4,17 mA sul vecchio sistema e 4,16 mA sul nuovo, prendi nota della differenza ma non preoccuparti: i moduli di ingresso analogico presentano lievi variazioni di calibrazione. Se il vecchio sistema indica che una pompa è in funzione e il nuovo sistema indica che è ferma, individua la discrepanza prima di effettuare il passaggio.Noleggia o acquista un analizzatore di protocollo (Wireshark con il dissettore appropriato funziona per la maggior parte dei protocolli) e acquisisci il traffico di entrambe le reti durante un ciclo di produzione completo. Crea uno script che confronti gli output che il nuovo sistema *avrebbe scritto* con quelli che il vecchio sistema *ha effettivamente scritto*. Qualsiasi discrepanza indica un errore nella tua traduzione o una funzionalità non documentata del programma originale che devi preservare.Prevedete che questa fase di validazione richieda 1-2 settimane di esecuzione parallela per un processo continuo. Dovrete ricercare casi limite rari, come ad esempio la cascata di allarmi che si attiva solo in presenza di una specifica condizione anomala o l'interblocco che si attiva solo quando due valvole si trovano contemporaneamente in posizioni specifiche.Il momento del passaggio di consegneAnche con la convalida parallela, il momento del passaggio al nuovo sistema comporta dei rischi. La prassi standard prevede di programmare il passaggio all'inizio di una finestra di manutenzione, non alla fine. In caso di problemi, è possibile ripristinare il vecchio sistema e riprovare nella finestra di manutenzione successiva.La sequenza di transizione:1. Verificare che entrambi i sistemi siano funzionanti e sincronizzati.2. Collega un'uscita non critica (una spia di stato, un segnalatore) al nuovo sistema3. Verificare il comportamento corretto per 5 minuti4. Commutare un'uscita critica ma ridondante (Pompa A, mentre la Pompa B gestisce il carico)5. Verificare il comportamento corretto per 15 minuti6. Disattivare tutte le uscite rimanenti7. Monitorare per un intero ciclo di produzione prima di dichiarare il successo.Dopo il passaggio al nuovo sistema, mantenete il vecchio impianto acceso e cablato per almeno una settimana. Se la produzione dovesse riscontrare un problema alle 2 del mattino di martedì, la possibilità di tornare al vecchio sistema in 30 secondi compenserà ampiamente lo spazio occupato dal quadro elettrico.Documentazione: la parte che tutti saltanoDopo il completamento della migrazione, documentare:· Il nuovo elenco I/O con numeri di filo e designazioni dei terminali· Il database dei tag con le descrizioni· La struttura del programma (compiti, programmi, routine e la funzione di ciascuno)· Diagramma dell'architettura di rete· Il riferimento incrociato dai vecchi indirizzi ai nuovi tag· Risultati dei test di messa in servizio· Una guida alla risoluzione dei problemi scritta per la chiamata di manutenzione delle 3 del mattino.Il prossimo ingegnere che lavorerà su questo sistema non sarai tu. Non ricorderà perché FC42 gestisce il ciclo di controllo a cascata in modo diverso da ogni altro blocco PID del programma. Non saprà che l'uscita O:015/07 è stata rinominata PumpBay3_Start e perché il tag di allarme è Alarm_Bay3_PSH207_HiHi. Forniscigli la documentazione che avresti voluto avere quando hai iniziato.Prezzi e disponibilità· Costo di progettazione: da 25.000 a 80.000 dollari USA per una migrazione di medie dimensioni (da 200 a 500 punti I/O), a seconda della complessità logica e della portata dell'interfaccia utente.· Costo hardware: variabile a seconda della piattaforma. Migrazione basata su CompactLogix (controller + chassis + I/O): da 8.000 a 20.000 dollari. Migrazione basata su S7-1500: da 6.000 a 18.000 dollari. Migrazione basata su Beckhoff: da 4.000 a 12.000 dollari.· Componenti legacy sul mercato secondario: processori PLC-5 da 8.000 a 14.000 dollari; moduli I/O 1771 da 400 a 2.000 dollari; CPU S7-300 da 1.200 a 4.500 dollari. Disponibili su tztechio.com/plc fino ad esaurimento scorte.· Tempi di consegna: la maggior parte dei PLC moderni viene spedita entro 2-6 settimane nel 2026. Il fattore limitante è solitamente rappresentato dalle ore di lavoro degli ingegneri, non dalla disponibilità dell'hardware.FAQQuanto tempo richiede in genere una migrazione di PLC?Dall'audit alla consegna finale, occorrono dalle 8 alle 16 settimane per un sistema con 200-500 punti di I/O. Il passaggio fisico in sé richiede dalle 4 alle 12 ore, se ben pianificato. La maggior parte del tempo è dedicata alla progettazione: traduzione del programma, riscrittura dell'interfaccia utente e collaudo.Posso passare a un altro marchio?Sì, ma l'impegno ingegneristico raddoppia. La migrazione da una marca all'altra (da PLC-5 a Siemens S7-1500 o da S7-300 a CompactLogix) implica l'impossibilità di riutilizzare le schermate HMI esistenti, l'utilizzo di diverse convenzioni di cablaggio I/O e di paradigmi di programmazione differenti. Ne vale la pena se si sta standardizzando l'impianto su un'unica marca, ma è necessario prevedere un budget adeguato.E se non riuscissi a trovare il programma originale?Se il programma viene perso dal laptop ma è ancora in esecuzione nel processore, la maggior parte dei PLC di vecchia generazione consente il caricamento. Il programma caricato non conterrà commenti o tag, ma solo indirizzi grezzi senza alcuna documentazione. Questo comporta una complessa fase di reverse engineering. È necessario prevedere 3-6 settimane aggiuntive affinché un tecnico possa capire la funzione di ogni ramo del circuito, tracciando i cablaggi sul campo e confrontandoli con gli schemi P&ID.Devo aggiornare il pannello di controllo?Come minimo, è necessario montare il nuovo chassis del PLC e le morsettiere. Se il quadro elettrico è pulito, c'è spazio a sufficienza e l'alimentatore è in grado di gestire il carico del nuovo hardware, si potrebbe anche mantenere l'involucro esistente. Se invece il quadro ha 30 anni, con l'isolamento dei cavi deteriorato e modifiche non documentate apportate da un precedente utilizzatore, è consigliabile sostituirlo. Un nuovo involucro in acciaio inossidabile costa tra i 1.500 e i 4.000 dollari ed elimina un potenziale punto di guasto futuro.E per quanto riguarda i sistemi di sicurezza?Se il vostro sistema legacy gestisce funzioni di sicurezza (arresti di emergenza, barriere fotoelettriche, rilevamento gas), la migrazione deve essere valutata in base ai requisiti attuali del livello di integrità della sicurezza (SIL). Un PLC-5 che esegue la logica di sicurezza secondo gli standard degli anni '90 quasi certamente non soddisfa i requisiti della norma IEC 61511 odierna. Prevedete un budget per un PLC di sicurezza dedicato (GuardLogix, Siemens F-CPU, serie Pilz PSS) come parte del processo di migrazione. Consultate tztechio.com/industrial-automation per i PLC con certificazione di sicurezza attualmente disponibili a magazzino.Esiste un programma di sovvenzioni o incentivi per la migrazione?Alcune regioni offrono sovvenzioni per l'efficienza energetica che coprono gli interventi di automazione. Nell'UE, il programma Horizon Europe finanzia progetti di digitalizzazione industriale. In Arabia Saudita, il Programma nazionale per lo sviluppo industriale e la logistica (NIDLP) supporta la modernizzazione degli stabilimenti. Verificate con l'ente locale per lo sviluppo industriale: la domanda di sovvenzione richiede impegno, ma una copertura dei costi del 20-40% cambia radicalmente il calcolo del ritorno sull'investimento.-----------------------------------------------------------------------------------------------------------------TZ Tech è un fornitore professionale di componenti per l'automazione industriale e l'elettronica, nonché di alcuni componenti per la strumentazione e le telecomunicazioni. Vendiamo principalmente prodotti a magazzino, a prezzi competitivi e con tempi di consegna brevi. Grazie al nostro ampio inventario, siamo in grado di fornire anche componenti fuori produzione. Comprendiamo le vostre preoccupazioni, pertanto garantiamo la qualità. Selezioniamo scrupolosamente i componenti richiesti, in modo che non dobbiate preoccuparvi di eventuali problemi di qualità con la merce ricevuta. Per i componenti specializzati fuori produzione, vi informeremo con la massima trasparenza sulle reali condizioni del prodotto. Tutti i ricambi nuovi sono coperti da una garanzia di 1 anno. Se avete bisogno di ricambi, non esitate a inviarci una richiesta. Il nostro staff vi risponderà entro 6 ore (esclusi i fine settimana).